| © 2011 Инструмснаб
 |
 |
 |
 |
 |
|---|---|---|---|---|
| телефон/факс: (8482) 68-14-73, 68-14-61, 68-14-52 | ||||
Описание
![]()
ТЕРМИЧЕСКОЕ СВЕРЛЕНИЕ
Термическое сверление - процесс пластического формирования сквозного отверстия в тонкостенной металлической заготовке при помощи нагрева за счет трения инструмента о заготовку (Рис.1). В процессе термического сверления в заготовке вокруг формируемого сквозного отверстия с обеих сторон образуются кольцевые буртики.
|
|
|
|
||
|
Рис.1 Процесс термического сверления Formdrill
|
||||
|
|
|
|

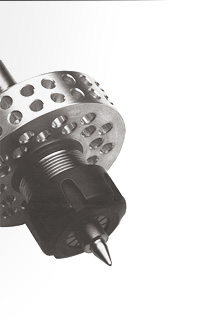
Основным инструментом в процессе пластического формирования отверстия является наконечник. Он может использоваться на любом сверлильном, фрезерном станке или обрабатывающем центре с ЧПУ. В сочетании с главным вращательным и поступательным движением подачи наконечника за счет трения о заготовку происходит нагрев инструмента и заготовки до высоких температур, которые могут достигать 900°C для инструмента и 700°C для заготовки. Для предотвращения перегрева наконечника и оснастки используется специальный цанговый патрон, снабженный охлаждающим радиатором (Рис.2).
|
|
|
|
|||
|
Рис.2 Оснастка и инструмент для термического сверления
|
|||||
|
|
|
|

Благодаря высокой температуре материал заготовки становится пластичным, позволяя инструменту сформировать в тонкой стенке с обеих сторон кольцевой буртик, который в 3 раза больше первичной толщины металла. Таким образом, сформированные буртики идеально подходят для накатывания в них резьбы, так как получаемое количество витков и допускаемая нагрузка на резьбу значительно увеличиваются. Это является прекрасной альтернативой приваренным гайкам и резьбовым вставкам.
Режим формирования отверстия при термическом сверлении определяется частотой вращения наконечника и его подачей. Частота вращения наконечника в зависимости от материала и диаметра составляет от 1100 до 6000 об/мин и подача от 270 до 700 мм/мин., т.е. использование данного способа сверления позволяет сократить технологический процесс формирования отверстия с уже готовыми кольцевыми буртиками под резьбу до 2-3 секунд.
Необходимым условием успешного применения технологии термического сверления является эффективное смазывание. Использование консистентной смазки способствует увеличению стойкости наконечников, уменьшению износа и предотвращению налипания обрабатываемого материала.
Сформировать отверстие при помощи наконечников возможно в изделиях с толщиной стенки от 1 до 10 мм и изготовленных из большинства видов черных и цветных металлов, включая малоуглеродистую сталь, нержавеющую сталь, медь и алюминий.
По виду наконечники можно разделить на два вида: обычный и срезающий наконечник (Рис.3). В отличие от обычного наконечника, срезающий наконечник удаляет кольцевой буртик с передней поверхности заготовки, в которой формируется отверстие. Так же они различаются по длине. В зависимости от толщины материала используется короткий или длинный наконечник.
|
|
|
|
|||||||||||||
|
Рис.3 Виды наконечников и получаемых отверстий
|
|||||||||||||||
|
|
|
|




Простота, универсальность и долговечность инструмента и оснастки, отсутствие образования стружки при термическом сверлении позволяет эффективно применять данную технологию как при массовом производстве на автоматизированном оборудовании, а так и при опытных единичных испытаниях.
НАКАТЫВАНИЕ РЕЗЬБЫ
Следующим шагом в формировании крепления тонкостенной детали является накатывание резьбы. Накатывание внутренней резьбы бесстружечными метчиками – это один из наиболее производительных способов образования резьбы в деталях без снятия стружки. Специальная геометрия бесстружечного метчика (Рис.4) позволяет уменьшить трение и обеспечить легкий доступ смазочного материала в зону деформирования.
В отличие от процесса нарезания резьбы при накатывании материал подвергается пластическому деформированию с усилием, превышающим предел текучести, что делает процесс необратимым. Образуется наклеп, благодаря которому увеличивается усталостная прочность и износостойкость поверхности резьбы.
|
|
|
|
|||||||
|
Рис.4 Геометрия метчиков и структура получаемой резьбы
|
|||||||||
|
|
|
|




Здесь так же уместно обратить внимание на то, что при накатывании, отверстие под резьбу сверлится с несколько большим диаметром (Рис.5, 1), чем под нарезание резьбы обычным метчиком (Рис.5, 2). Это обусловлено тем, что при накатке резьбы, материал заготовки перемещается, подвергаясь пластическому деформированию, а не удаляется, как при нарезании обычным метчиком.
|
|
|
|
|||
|
Рис.5 Процесс накатывания резьбы
|
|||||
|
|
|
|

Данный способ изготовления резьбы имеет некоторые специфические особенности. Одним из основных факторов, определяющих эффективность процесса накатывания внутренней резьбы, является охлаждение-смазывание. Правильный выбор смазочно-охлаждающей жидкости является очень важным фактором, обеспечивающим работоспособность бесстружечных метчиков. Чем эффективнее охлаждение и смазывание метчика в процессе обработки, тем выше его стойкость и лучше качество получаемого резьбового отверстия.
ПРЕИМУЩЕСТВА
Использование комбинации операций термического сверления и накатывания резьбы несет в себе определенные преимущества, такие как:
• формирование отверстий и резьбы без образования стружки;
• высокая точность и низкая шероховатость отверстия и резьбы;
• высокая производительность;
• высокая стойкость инструмента (при соблюдении рекомендуемых режимов работы, наконечник – 10 000 отверстий, метчик – 20 000 отверстий);
• не требуется дополнительного спец. оборудования и может производиться на любом сверлильном или фрезерном станке;
• высокая прочность резьбы.